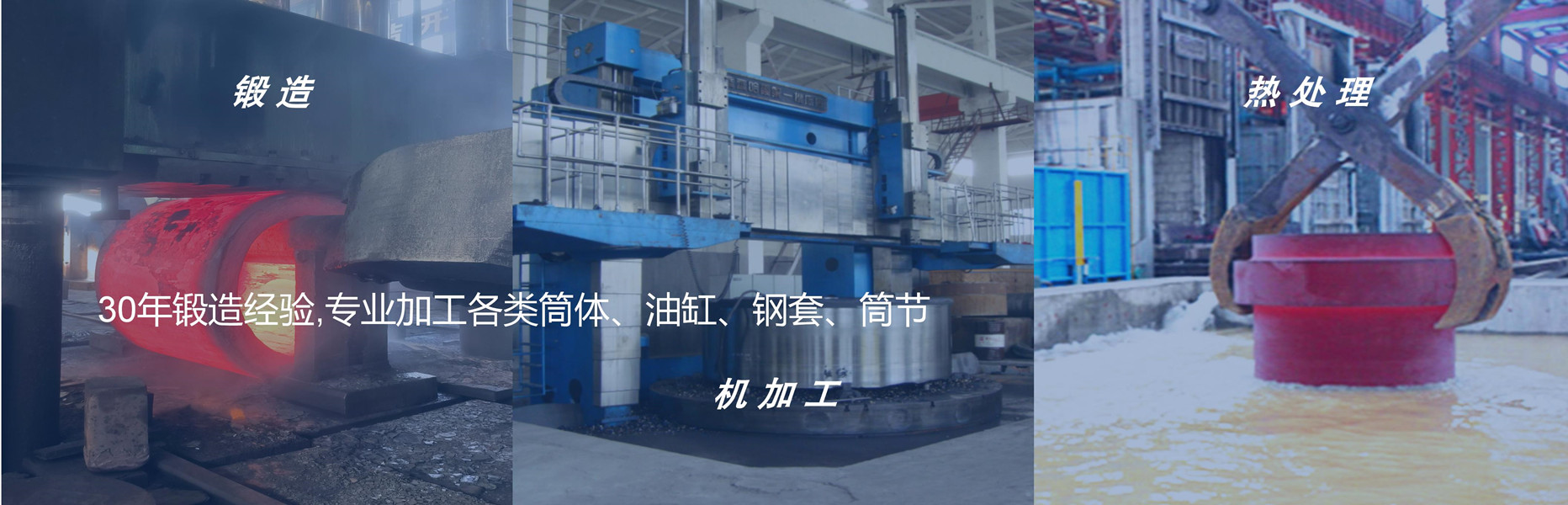
制造鍛件需要經過一整個過程,每一個環節都得落實到�����,只有做到每個部分都零誤差�,才能保證這個鍛件的質量。那么壓力容器大鍛件是怎么制造的呢���,我們就來看看吧�。
(1)材料
壓力容器大鍛件所用材料為低合金鋼(對應ASME標準為SA508 Gr.3 Cl.1�����,RCC-M標準為16MND5)�,由于壓力容器在整個核電站的運行過程中起著極為重要的作用,因此壓力容器用鋼對化學成分有著嚴格的要求�。
主要元素的影響及要求如下:
C:保證強度滿足規范要求的主要元素。C含量低則強度難以滿足要求�����,C含量高則會降低鋼的可焊接性�����,同時提高輻照脆化性。因此C含量***好控制在0.18%左右���。
Mn:除了起強化基體作用外�����,還能有效地提高鋼的淬透性�,Mn應控制在1.40%的范圍內���。
Ni:明顯增加鋼的低溫韌性�,是保證鍛件厚截面鋼淬透性所必需的元素�,但試驗證明較高的Ni會提高輻照脆化性。因此Ni含量應在保證低溫韌性達到要求的情況下盡量控制在規格下限�。
Mo:可以提高耐熱性和減少回火脆性。在實際生產中一般把Mo控制在0.50%左右���。
Si:為強化元素�����,但較高的Si會增加輻照脆化性�。因此Si含量控制在規范下限為佳�。
V:壓力容器鋼要求是本質細晶粒鋼���,加少量的V有細化晶粒作用�����,可提高強度�����。但V容易引起焊接熱影響脆化�,增加鋼的“再熱裂紋”的敏感性。V含量一般控制在0.05%以下���。
Cu�、S�、P:屬于有害元素,其含量越低越好���。
As�、Sn�����、Sb:屬于殘余元素,會增加鋼的回火脆性和輻照脆性���,因此含量越少越好�����。
(2)冶煉
隨著鍛件尺寸及重量的增大�,其鍛件所需鋼錠的重量也不斷變大(如AP1000的一體化頂蓋及堆芯區的筒體鍛件需要400t等級鋼錠)�����。隨著鋼錠重量的增加�,對多包合澆技術、反偏析補償技術���、夾雜物���、氣體元素及有害元素控制技術等提出了高的要求,從而加大了冶煉難度���。
(3)鍛造
隨著鍛件尺寸�、重量的增加及一體化程度的加強(如一體化頂蓋實際上原由頂封頭和頂蓋法蘭兩個鍛件組成�����,現已改為整體鍛造成型),這就對鍛造成型控制�、工裝輔具設計及制造�、硬件設施(壓機、操作機�����、行車等)的極限能力均提出了新的挑戰���,鍛造難度明顯增加�����。
(4)熱處理
隨著核電站安全等級及運行年限的提高�,對鍛件的各項性能考核指標也提出了更高的要求(如AP1000堆芯區筒體的無塑性轉變溫度NDTT已提高至-23.3℃不斷裂)�����。但鍛件尺寸尤其是壁厚的增加�����,惡化了熱處理條件,限制了鍛件性能的提高�,這就對熱處理技術提出了更為嚴格的要求。如性能熱處理爐溫度場的均勻性及溫控精度的控制�,強化淬火水槽循環條件及水溫控制措施等,這對鍛件***終性能都會有顯著的影響���。
綜上所述�,冶煉�����、鍛造和熱處理是壓力容器大鍛件成功制造的三個關鍵環節�,各環節相互影響、相互制約���,任一環節出現問題均會有可能造成鍛件***終報廢�����。要想有效提高鍛件的合格率���,需對每一個工序都嚴格控制。
 咨詢電話:13293500000
咨詢電話:13293500000


 全國免費客服電話
13293500000
全國免費客服電話
13293500000


